Infosheet multi-roller burnishing tools
Possible contours that can be machined

FAST, SMOOTH AND HARD
Depending on the burnishing task various numbers of hardened rollers are arranged in a cage. The machining times are kept short by using several rollers simultaneously. During roller burnishing with multi-roller tools, a roll-off process with kinematics similar to those of a planetary gear results. A taper supports the rollers and provides the contact force for forming the material. The rolling diameter is adjusted by axial shifting of the taper relative to the roller. Therefore multi-roller burnishing tools are particularly suitable for small and filigree workpieces.
Baublies multi-roller burnishing tools are available as standard tools for an extremely broad range of interior and exterior applications. We also develop individual solutions for your special application.
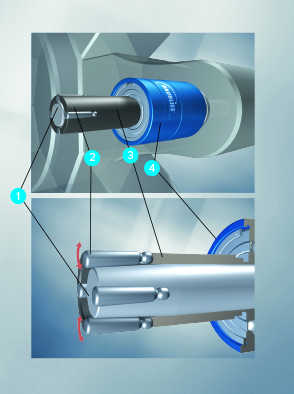
Principle of a planetary gear:
The taper (1) is permanently connected to the tool holding fixture (4). The cage (3) with mounted rollers (2) can be freely rotated.
ADVANTAGES
- Workpiece is not subjected to lateral forces
- Reduced machining times
- Harder surface layers
- Increase in fatigue strength
- Greater contact area due to plateau formation
- Higher surface resistance to wear and corrosion
- Increase in material fatigue limits
- Reduced sliding friction coefficients, constant dimensions and high fitting accuracy
- Environmental sustainability (as no grinding dust is produced)
- Suitable for use on all standard machine tools
ASSEMBLY OF AN INTERNAL ROLLER BURNISHING TOOL
Tool parts and assembly shown as an example
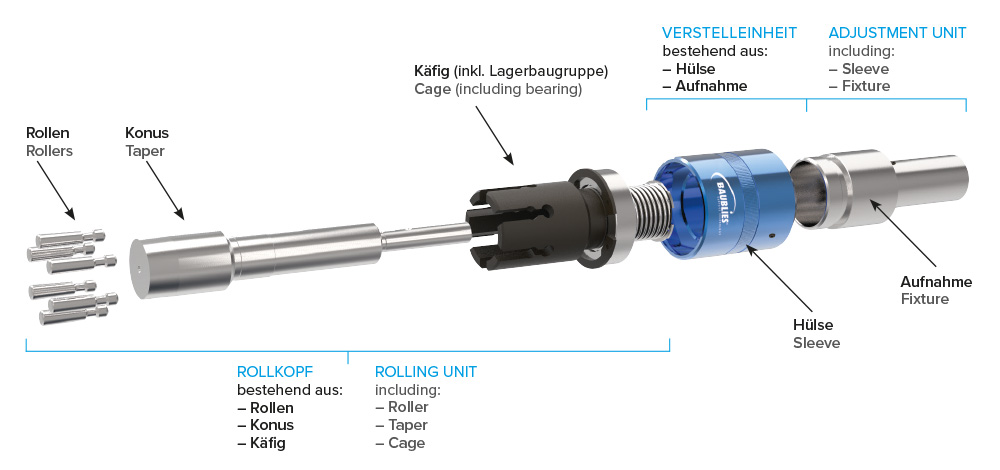
A taper supports the rollers in a cage and provides the contact force for forming the material. The rolling diameter is adjusted by axial shifting of the taper relative to the roller.
TIPP:
When setting up a tool, the revolution speed can be considerably reduced, however the feed rate per revolution
is not to be decreased. When conducting roller burnishing under unfavorable conditions, e.g. when using high-strength materials with insufficient lubrication or very deep holes, it is advisable to reduce the revolution speed.
ASSEMBLY OF AN EXTERNAL ROLLER BURNISHING TOOL
Tool parts and assembly shown as an example
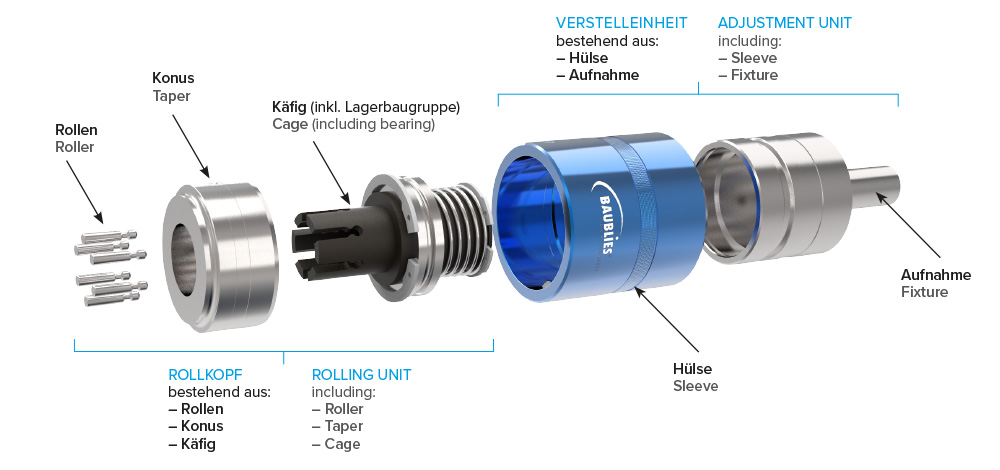
A taper supports the rollers in a cage and provides the contact force for forming the material. The rolling diameter is adjusted by axial shifting of the taper relative to the roller.
TIPP:
When setting up a tool, the revolution speed can be considerably reduced, however the feed rate per revolution
is not to be decreased. When conducting roller burnishing under unfavorable conditions, e.g. when using high-strength materials with insufficient lubrication or very deep holes, it is advisable to reduce the revolution speed.
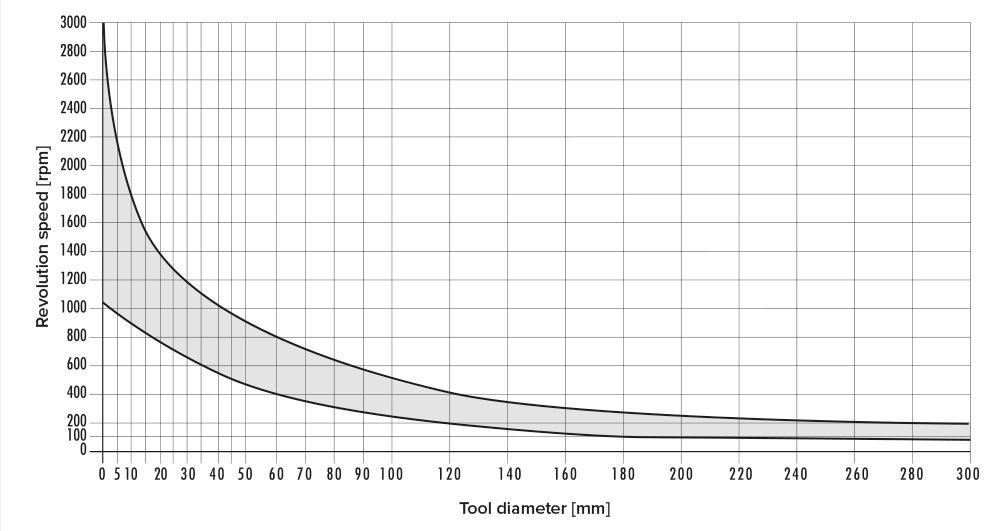
SPEED AND FEEDRATE CHART FOR MULTI_ROLLER BURNISHING TOOLS
GUIDELINE VALUES FOR SPEEDS
GUIDELINE VALUES FOR FEED RATES
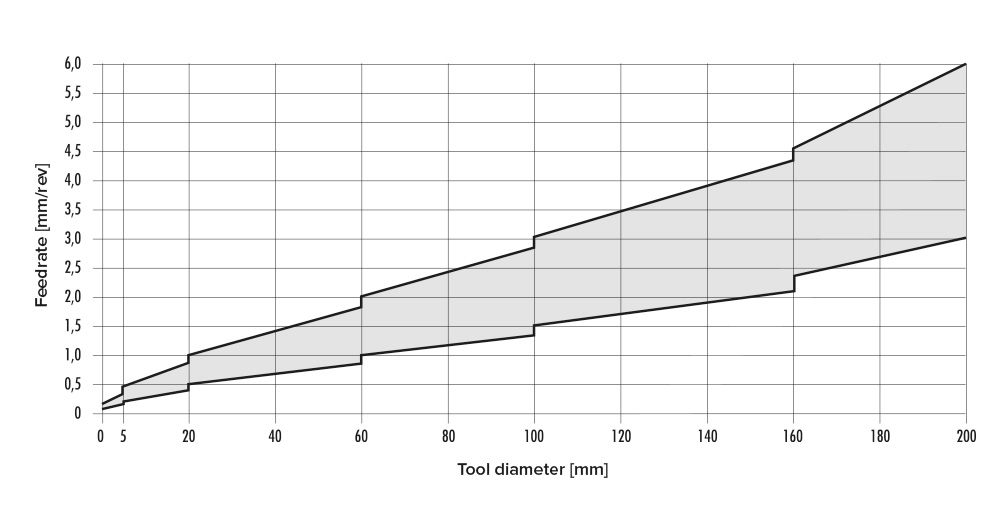
Speed and feed rate depend on various parameters such as cooling, workpiece clamping, material properties, etc