Fiche d’information outils de galetage multiple
Contours pouvant être usinés

RAPIDE, LISSE ET SOLIDE
Plusieurs rouleaux durcis sont agencés dans l’outil selon la tâche de laminage. L’intervention simultanée de plusieurs rouleaux permet d’arriver à un temps d’usinage court. Le laminage impliquant des outils de galetage multiple consiste en une procédure de déroulage impliquant une cinématique semblable à celle d'un engrenage planétaire. Les rouleaux sont soutenus dans l’outil. Aucune force n’est donc exercée de façon transversale vers l’usinage. Ces outils sont donc particulièrement adaptés aux pièces de travail petites et délicates.
Les outils de galetage multiple Baublies servent d’outils standards dans les applications intérieures et extérieures les plus diverses. Nous développons des solutions sur-mesure adaptées à votre utilisation spécifique.
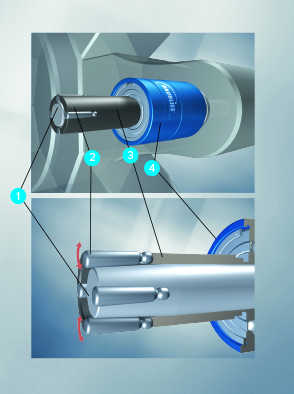
Principe d’un engrenage planétaire :
Le cône (1) est solidement fixé au logement de l’outil (4) et la cage (3) tourne librement avec les rouleaux (2) montés en rotation.
AVANTAGES
- Aucune force transversale vers l’usinage
- Temps d’usinage réduits
- Couches périphériques plus dures
- Augmentation de la résistance à la fatigue
- Zone de contact plus grande via la formation de plateau
- Plus grande résistance des surfaces à l’usure et à la corrosion
- Augmentation des seuils de fatigue du matériau
- Frottements dynamiques réduits, dimension constante et précisions d’ajustement élevées
- Viabilité écologique (aucune poussière de ponçage)
- Utilisable sur toutes les machines-outils classiques
PRINCIPE DE MONTAGE D'UN OUTIL GALETAGE INTERNE
Pièces et montage de l’outil (représentation à titre d’exemple)
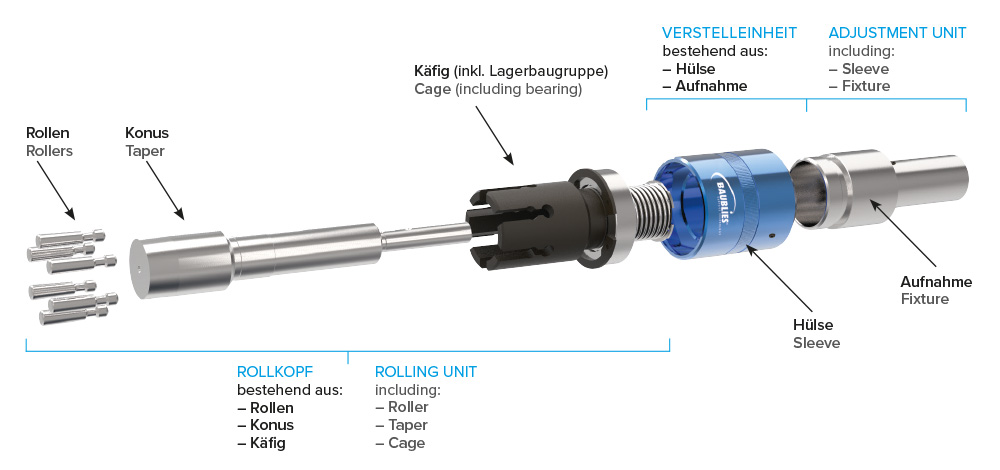
Un cône soutient les rouleaux entrant dans une cage et assure la pression de contact afin de former le matériau. Le diamètre de galetage est ajusté via le décalage axial du cône vers le rouleau.
ASTUCE:
L’avance par rotation ne doit pas être baissée alors que le régime peut être nettement réduit pour la mise en place d’un outil. Il est recommandé de réduire le régime lorsque lelaminage est réalisé dans des conditions défavorables (p. ex. matériaux très rigides, lubrification insuffisante ou perçages très profonds).
PRINCIPE DE MONTAGE D'UN OUTIL GALETAGE EXTÈRIEUR
Pièces et montage de l’outil (représentation à titre d’exemple)
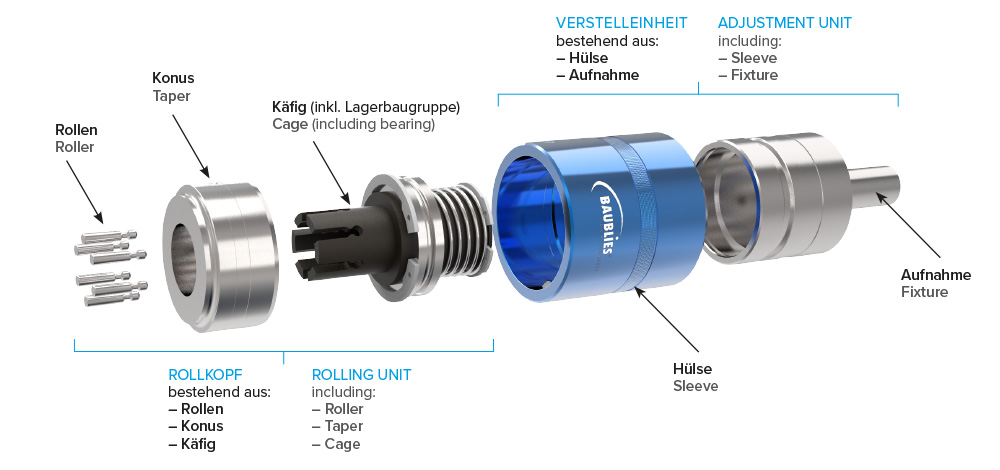
Un cône soutient les rouleaux entrant dans une cage et assure la pression de contact afin de former le matériau. Le diamètre de galetage est ajusté via le décalage axial du cône vers le rouleau
ASTUCE:
Le régime peut être nettement réduit lors de la configuration d’un outil ; l’avance par rotation ne doit pas être toutefois baissée. Il est recommandé de réduire le régime même lorsque le laminage est réalisé dans des conditions défavorables (p. ex. utilisation de matériaux très résistants ou lubrification insuffisante).
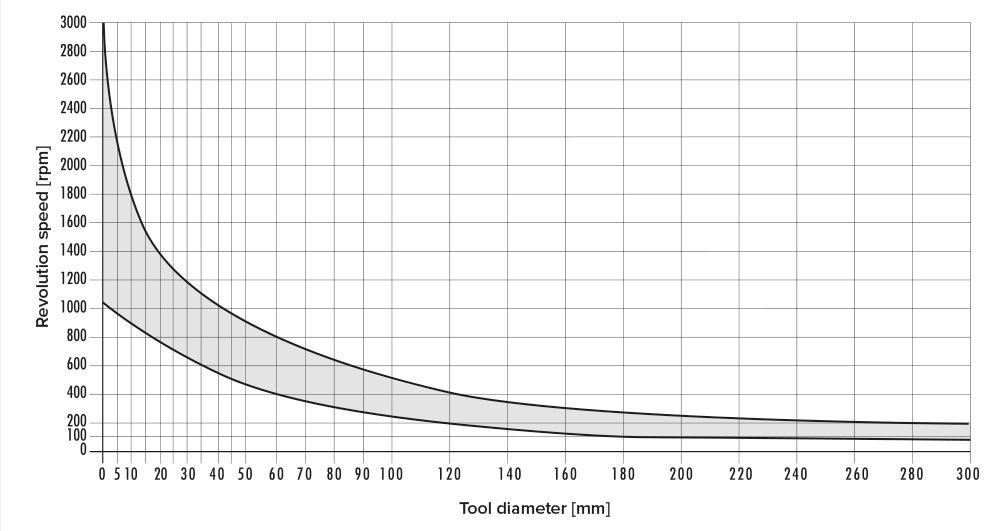
DIAGRAMME DE RÉGIME ET D'AVANCE POUR OUTILS DE GALETAGE MULTIPLE
VALEURS INDICATIVES DES RÉGIMES
VALEURS INDICATIVES DES AVANCES
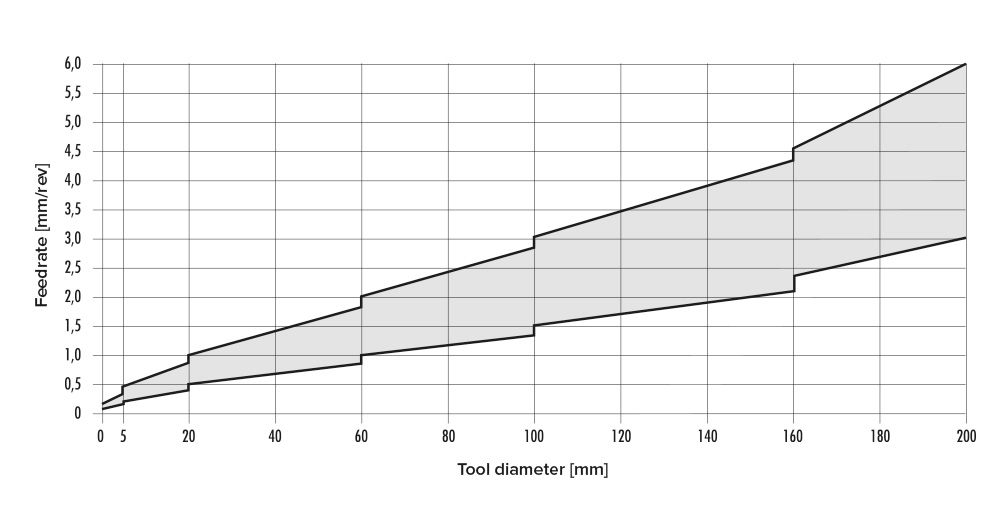
Le régime et l’avance dépendent de différents paramètres (refroidissement, serrage, propriétés du matériau, etc.).