Technical Details: Data sheet roller burnishing tool for internal taper
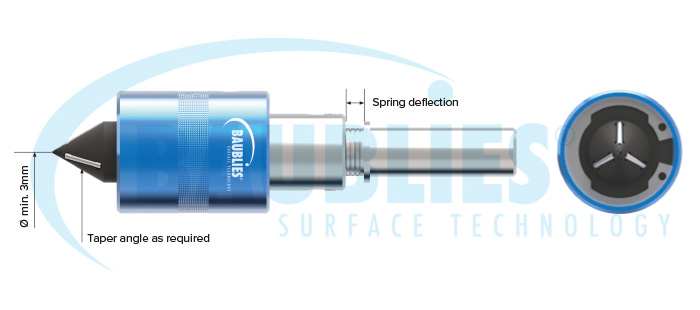
Internal taper roller burnishing tool IRG-K
| Application | internal taper |
| Diameter range | from 3 mm |
| Fixture | as required |
Application parameters
Please note that this information represents standard values which must be adapted to the individual cases.
| Workpiece allowance | up to 0.01 mm |
| Tool preclamping | up to 4 mm |
| Lubrication | emulsion or oil; filtration of the lubricant (<40 μm) can improve the surface quality and the tool life |
| Speed | up to 50m/min. referred to the biggest rolling diameter |
| Feed rate | 0.1 - 0.3 mm/rev |
| Retention time | 5 - 20 revolutions |
| Pre-machining of workpiece | surface roughness (Rz) up to 15 μm |
| Workpiece hardness | up to 45 HRC |
You require further information about this specific tool?
Please contact us or send us an e-mail. We will gladly inform you about further details on our tools.
Phone: +49 (0)7159 92 87-90
Tool for smoothening and strain hardening of internal tapers. Internal springs generate the required rolling force. The value of the rolling force is defined by the preload of the tool. The spring characteristics can be adapted to the requirements of the workpiece.
ADVANTAGES
- Short machining time
- Both workpiece or tool can be driven
- High productivity
- Low investment costsSimple replacement of wear parts
- Compact dimensions