Dettagli tecnici: Tipo IRG-2-S da Ø 4,9 - 20,8 mm
Utensile di lucidatura a rullo interno IRG-2-S
| Applicazione | foro cieco e foro passante | ||||||||||||||||||||||||
| Gammadi diametri (Ø) |
4,9 - 20,8 mm | ||||||||||||||||||||||||
| Intervallo di regolazione |
Da -0,1 fino a +0,2 mm | ||||||||||||||||||||||||
| Lunghezza / Profondità di rullatura fino a Ø 7 |
29/49 mm | ||||||||||||||||||||||||
| Lunghezza / Profondità di rullatura fino a Ø 8 |
29/49/99 mm | ||||||||||||||||||||||||
| Rulli |
|
||||||||||||||||||||||||
| Attrezzaggio standard | stelo cilindrico Ø 10 - 20 mm Cono Morse da 1 a 4 |
Opzioni
- Attrezzaggio con superficie di bloccaggio; VDI; HSK ecc.
- Refrigerante interno da Ø 8 mm
Parametri di applicazione
Tenere presente che queste informazioni rappresentano valori standard che devono essere adattati ai singoli casi.
| Tolleranza del pezzo di lavoro | fino a 0,02 mm |
| Pre-bloccaggio utensile | fino a 0,05 mm |
| Senso di rotazione dell'utensile | orario (M3) |
| Ritorno | sempre in rapido (G0) |
| Lubrificazione | emulsione o olio; la filtrazione del lubrificante (<40 μm) può migliorare la qualità della superficie e la durata dell'utensile |
| Pre-lavorazione del pezzo | rugosità di superficie (Rz) fino a 15 μm tolleranza IT8 o migliore |
| Durezza del pezzo di lavoro | fino a 45 HRC |

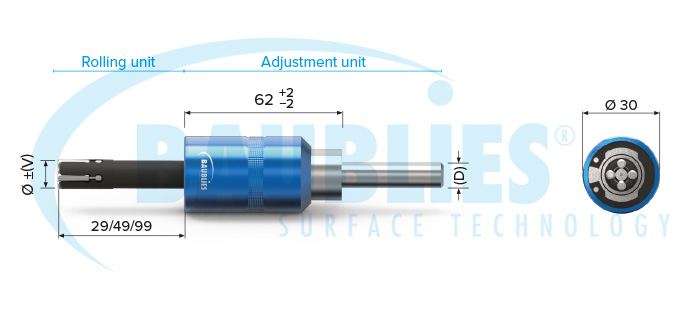
Quando si regola il diametro dell›utensile oltre le dimensioni nominali indicate, il gambo conico sporge dalla gabbia. Non è più possibile rispettare la dimensione indicata «X». La dimensione «X» aumenta di 0,2 mm circa ad ogni 0,01 mm di variazione del diametro (una graduazione sull›utensile).

Impostazione dell'utensile
1 segno di graduazione sull›utensile 0,01 mm.
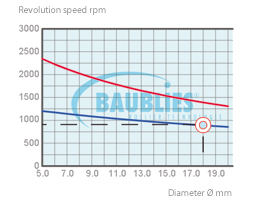
Quale velocità di rotazione e quale velocità di alimentazione…
Il grafico seguente illustra la velocità di rotazione e la velocità di alimentazione per l'intera gamma di diametri di IRG-2-S.
Parametri di lavorazione
Si consiglia di utilizzare il nostro calcolatore interattivo dei parametri di lavorazione per la vostra applicazione specifica.
calcolatore interattivo dei parametri di lavorazione
Ricordare che tali risultati sono solo valori guida. Diverse condizioni di lavorazione (ad es. pre-lavorazione, materiale, lubrificazione, ecc.) possono richiedere diversi parametri di lavorazione.
Suggerimento Quando si imposta l'utensile, la velocità di rotazione può essere ridotta considerevolmente, tuttavia la velocità di alimentazione per rotazione non deve essere diminuita. Quando si esegue la lucidatura a rullo in condizioni sfavorevoli, ad es. quando si utilizzano materiali a elevata resistenza con una lubrificazione insufficiente o fori molto profondi, è consigliabile ridurre la velocità di rotazione.
Sono necessarie ulteriori informazioni su questo utensile specifico?
Contattateci o inviateci un'e-mail. Saremo lieti di comunicarvi ulteriori dettagli relativi ai nostri utensili:
Richiesta rapida: "Utensile di lucidatura a rullo interno per foro cieco e foro passante"