Détails techniques: Type IRG-2-S
Outil de galetage interne IRG-2-S
| Application | trou borgne et traversant | ||||||||||||||||||||||||
| Diamètre (Ø) | 4,9 - 20,8 mm | ||||||||||||||||||||||||
| Plage d'ajustement (V) |
de -0,1 à +0,2 mm | ||||||||||||||||||||||||
| Profondeur du laminage |
30, 50, 100 mm | ||||||||||||||||||||||||
| Rouleaux |
|
||||||||||||||||||||||||
| Montage standard | queue cylindrique Ø 10 - 20 mm Cône Morse 1 à 4 |
Options
- Montage spécial ; VDI ; HSK, etc.
- Liquide de refroidissement interne à partir de Ø 8 mm
Paramètres d'application
Veuillez noter que ces informations constituent des valeurs standards qui doivent être adaptées à chaque cas.
| Tolérance de la pièce de travail | jusqu'à 0,02 mm |
| Pré-serrage d'outil | jusqu'à 0,05 mm |
| Direction de rotation d'outil | sens horaire (M3) |
| Déplacement retour | toujours en déplacement rapide (G0) |
| Lubrification | émulsion ou huile ; la filtration du lubrifiant (<40 μm) peut améliorer la qualité de la surface et la longévité de l'outil |
| Pré-usinage de la pièce de travail | rugosité de la surface (Rz) jusqu'à 15 μm de tolérance IT8 ou mieux |
| Dureté de la pièce de travail | jusqu'à 45 HRC |

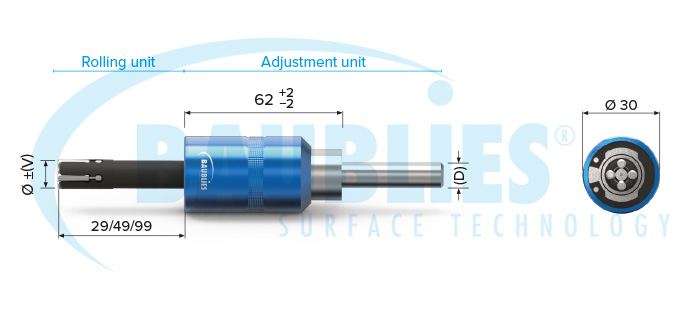
Lors du réglage du diamètre de l'outil au-delà de la dimension nominale spécifiée, le cône dépasse de la cage. La dimension spécifiée «X» ne peut plus être maintenue. La dimension «X» augmente d'environ 0,2 mm pour chaque changement de diamètre de 0,01 mm (une marque de graduation sur l'outil).

Paramétrage des outils
1 repère de graduation sur l'outil 0,01 mm.
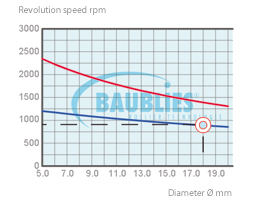
Vitesse de révolution et avance …
Le graphique ci-dessous montre la vitesse de révolution et l'avance des diamètres de l'IRG-2-S.
Paramètres d'usinage
Pour une utilisation spécifique, nous recommandons d'utiliser notre calculatrice interactive pour paramètres d'usinage.
Calculatrice interactive pour paramètres d'usinage
Ne pas oublier que ces résultats constituent uniquement des valeurs indicatives. Différentes conditions d'usinage (p. ex. pré-usinage, matériau, lubrification, etc.) peuvent requérir des paramètres d'usinage différents.
Astuce Lors de la mise en place d'un outil, la vitesse de révolution peut être considérablement réduite, mais l'avance par révolution ne doit pas être diminuée. Il est recommandé de réduire la vitesse de révolution lorsque le galetage est réalisé dans des conditions défavorables (p. ex. lors de l'utilisation de matériaux très résistants avec une lubrification insuffisante ou des trous très profonds).
Vous avez besoin de plus amples informations sur cet outil spécifique ?
Veuillez nous contacter par téléphone ou par e-mail. Nous serons ravis de vous donner de plus amples informations sur nos outils :
Demande rapide: "Outil de galetage interne pour trou borgne et traversant"