Technical details: Type IRG-3-S
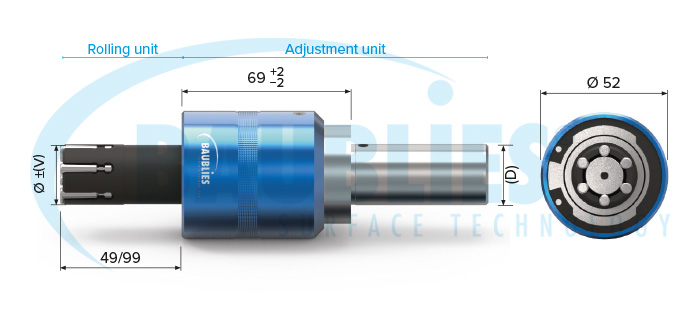
Internal roller burnishing tool IRG-3-S
| Application | blind hole and through hole | ||||||||||||
| Diameter range (Ø) |
20.9 - 33.8 mm | ||||||||||||
| Adjustment range (V) |
-0.1 up to +0.4 mm | ||||||||||||
| Length/ Rolling depth (R) |
49/99 mm | ||||||||||||
| Rollers |
|
||||||||||||
| Standard fixture | cylindrical shank Ø 19.05 - 40 mm Morse taper 2 to 4 |
Options
- Fixture with clamping surface; VDI; HSK etc.
- Internal coolant
Application parameters
Please note that this information represents standard values which must be adapted to the individual cases.
| Workpiece allowance | up to 0.03 mm |
| Tool precload | up to 0.07 mm |
| Rotation direction of tool | clockwise (M3) |
| Return traverse | always in rapid traverse (G0) |
| Lubrication | emulsion or oil; filtration of the lubricant (<40 μm) can improve the surface quality and the tool life |
| Pre-machining of workpiece | surface roughness (Rz) up to 15 μm tolerance IT8 or better |
| Workpiece hardness | up to 45 HRC |
Tip When setting up a tool, the revolution speed can be considerably reduced, however the feed rate per revolution is not to be decreased. When conducting roller burnishing under unfavorable conditions, e.g. when using high-strength materials with insufficient lubrication, it is advisable to reduce the revolution speed.

When setting the tool diameter above the nominal size of the tool then the taper will overlap the cage. Therefore the dimension “X” (see overleaf) will increase. This increase will be about 0.2 mm per 0.01 mm diameter enlargement ( one mark on the tool scale) of the tool setting.

Tool adjustment
Further information on speed and feed rate can be found under www.baublies.com.
One mark on the tool scale 0.01 mm.
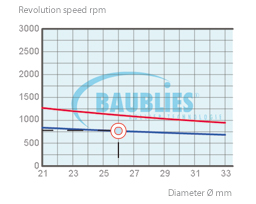
What revolution speed and what feed rate …
The graph below shows the revolution speed and the feed rate for the whole diameter range of the IRG-3-S.
Machining parameters
For your specific application we recommend to use our interactive calculator for machining parameters.
interactive calculator for machining parameters
Please remember that these results are only guide values. Different machining conditions (e.g. pre-machining, material, lubrication…) may require different machining parameters.
Tip When setting up a tool, the revolution speed can be considerably reduced, however the feed rate per revolution is not to be decreased. When conducting roller burnishing under unfavorable conditions, e.g. when using high-strength materials with insufficient lubrication or very deep holes, it is advisable to reduce the revolution speed.
You require further information about this specific tool?
Please contact us or send us an e-mail. We will gladly inform you about further details on our tools.
Phone: +49 (0)7159 92 87-90