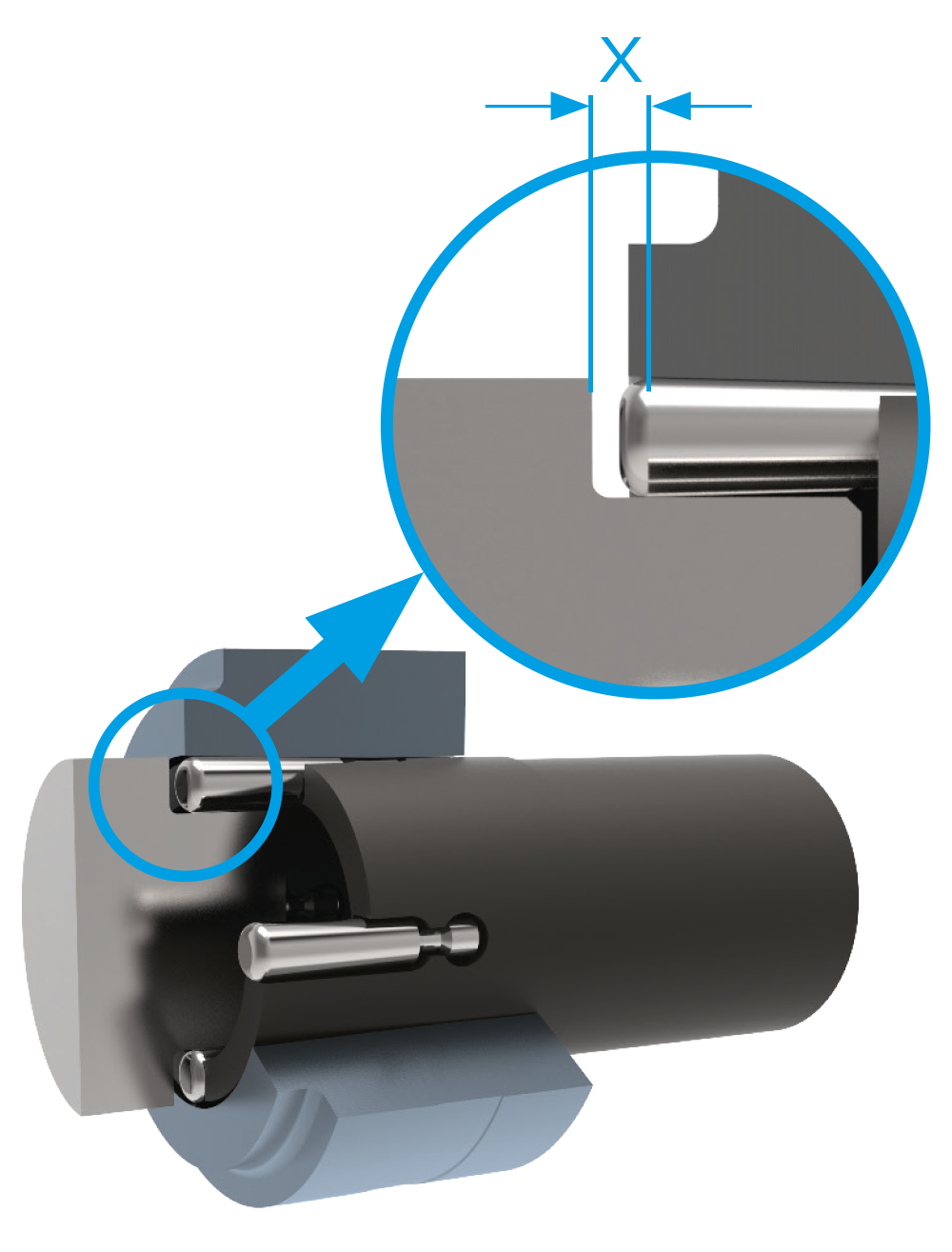
When setting the tool diameter below the nominal size of the tool then the taper will overlap the cage. Therefore the dimension “X” (see overleaf) will increase. This increase will be about 0.2 mm per 0.01 mm diameter enlargement ( one mark on the tool scale) of the tool setting.

Tool adjustment
One mark on the tool scale 0.01 mm.
BACKWARD BURNISHING WITH EXTERNAL BURNISHING TOOLS IN SPECIALIZED DESIGN
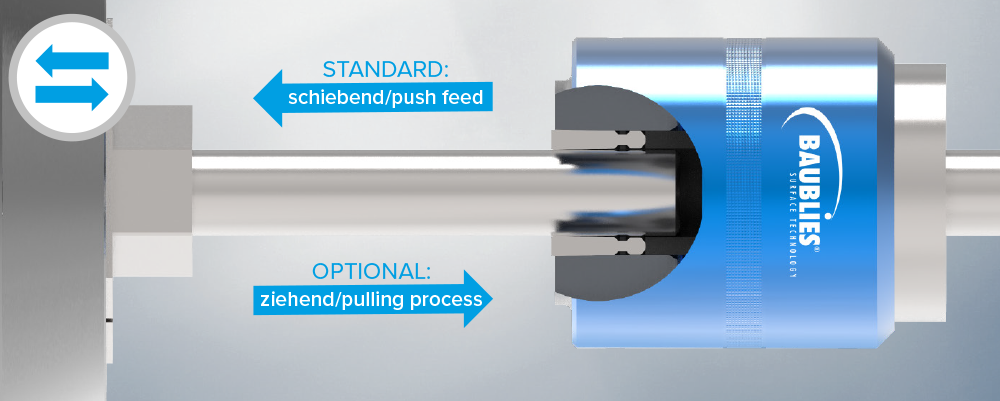
As standard, the surface is burnished using a push feed. All external roller burnishing tools are also available for pulling processing as an option.



