We will be there!
As a partner company, we look forward to welcoming you to our information stand at the In-House Exhibition of GROB-WERKE GmbH.
We will be there!
As a partner company, we look forward to welcoming you to our information stand at the In-House Exhibition of GROB-WERKE GmbH.
Welcome to Baublies AG, the specialist
for the optimization of metal surfaces
by roller burnishing and smoothing.

THIS FITS TOGETHER!
The expertise in roller-burnishing and
diamond burnishing and the know-how
in thread and external surface machining
are now combined in one group. Users
benefit from a uniquely diverse range of
Tools and from the joint sales and
innovation strength of the new group of
companies. Take the road to a successful
future with Baublies and Wagner.
![]()
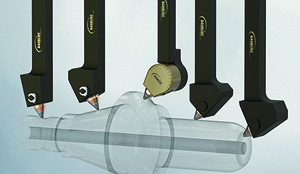
Single-roller burnishing tools
THE PRESSURE IS ON:
Powerfull compression
and smooth surfaces.
Diamond Burnishing tools
HARD AND FILIGREE:
Smoothing and work-hardening
even in small diameters.
![]()
Welcome to Baublies AG, the specialist for the optimization of metal surfaces by roller burnishing and smoothing.
- Multi-roller burnishing tools
- Single-roller roller burnishing tools
- Diamond burnishing tools
- Tailor made roller burnishing tools
- Forming tools
Here you can find out which roller burnishing tools you can use to solve your specific machining task.
Roller burnishing is a highly efficient technology for smoothing and hardening metal surfaces. Click here for more information.
With our roller burnishing tools, metallic surfaces can be smoothed and optimized in a time- and cost-saving manner. Our customers benefit from the excellent product quality of "Made in Germany", easy handling and the variety of our tool options, which offer the right solution for practically every requirement.