Finishing with multiple benefits
Essentials of the process
Roller burnishing is a chipless smoothing and compression process for metallic surfaces achieved by rolling elements. To understand what happens during this finishing process and to be able to use the full range of advantages, a basic knowledge about the requirements, impacts and possibilities is helpful. Here are the important subject areas:
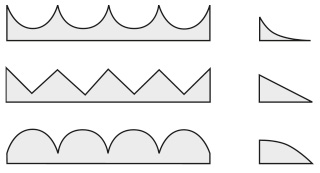
Every machined surface has a typical structure shaped by the cutting geometry and the cutting feed. The shape of the existing surface has a decisive influence on the result of the roller burnishing process.
Surfaces are measured, for example, using the stylus method. In this process, a defined probe (e.g. a diamond cone with a tip radius of 0.2 μm) is drawn across a standardised measuring section at right angles to the processing direction and the surface profile is recorded.
By means of standardized filters, the different orders of the shape deviation are displayed separately from each other. In reality every surface deviates more or less from the ideal surface (without deviation of dimension, form and shape).
TURNING
Surfaces created by geometrically defined cutting edges
- Constant periodic profile
- Constant roughness
- Marked profile peaks
The results are very stable conditions for a roller burnishing process.
Turning process
![]()
Profile of a turned surface
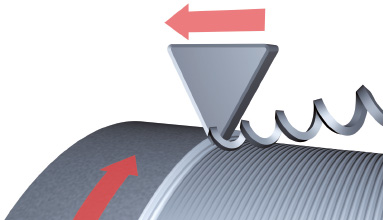
GRINDING
Surface created by geometrically undefined cutting edges
- Irregular profile
- Low roughness with „single kerfs“
- Plateau formation
The results are higher rolling forces and wear during rolling.
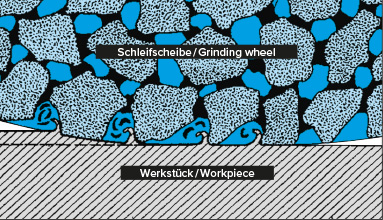
Grinding process
![]()
Profile of a ground surface
WORKPIECE QUALITY
When characterising surfaces, the DIN 4760 standard differentiates between various shape deviations, starting with shape deviations, through waviness and various forms of roughness, to deviations in the lattice structure of the material.
Surface metrology deals with the medium and short-wave comCnents of the shape deviations of workpieces (waviness and roughness).
Information on surface parameters provided courtesy of: Carl Zeiss AG, Oberkochen
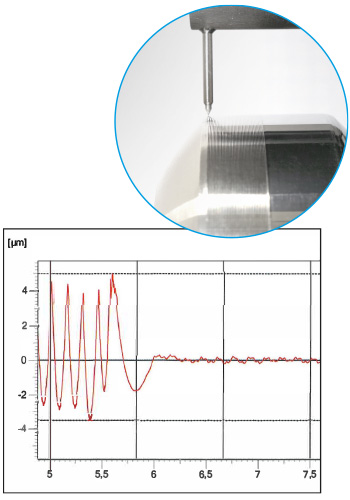
Surface turned – roller burnished
SURFACE PARAMETERS
The quantification of surface parameters is carried out by describing them with defined characteristic values:
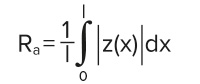
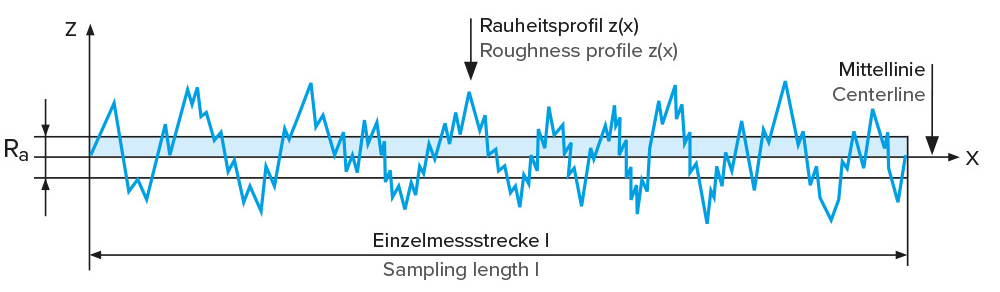
Arithmetical mean deviation of the assessed profile (Ra)
Ra is the arithmetic mean average of all ordinate values within the sampling length l. Ra corresponds to the terms AA (arithmetic average) and CLA (center line average).
Ra is easy to reproduce, but makes virtually no statement about the characteristics of the individual profile features.
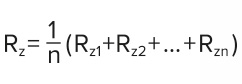
Mean roughness depth (Rz)
The average roughness depth is the arithmetic mean of the individual roughness depths. It depends less on individual features and characterises the “real” roughness of the surface very well.
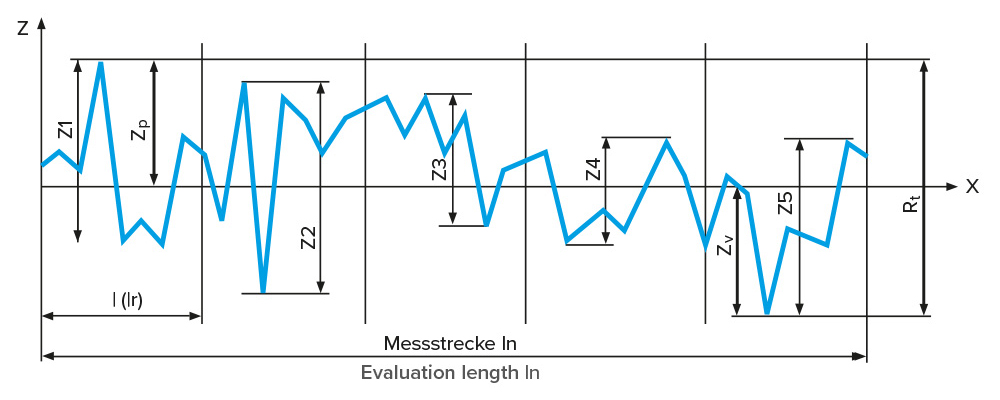
Maximum roughness depth (Rmax)
Rmax is the largest single roughness depth within the sampling length. A single roughness depth Rzi is the largest vertical distance from the lowest to the highest profile point within the sampling length.
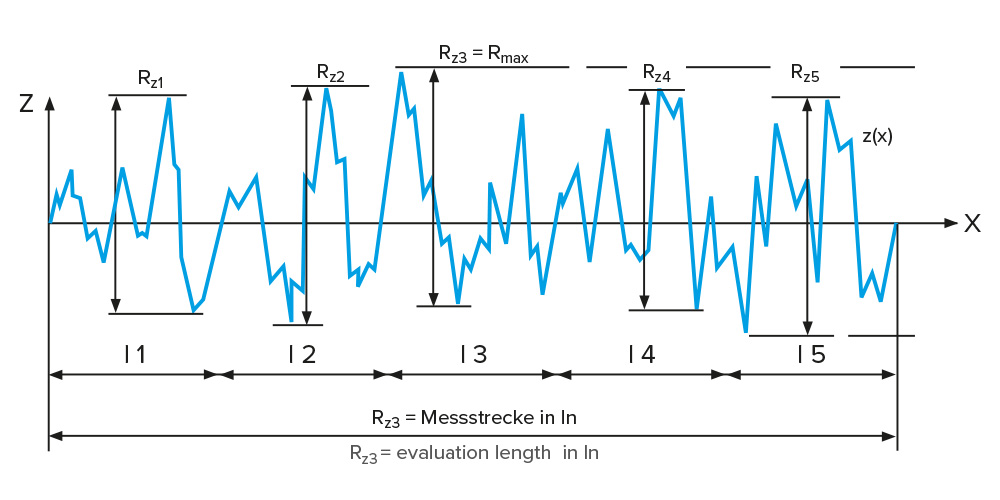
Profile valley depth (Rv) and Profile peak height (Rp)
Rp:
The distance from the center line to the highest profile peak within the sampling length.
Rv:
The distance from the center line to the deepest profile valley within the sampling length.
Rt:
The vertical distance from the deepest to the highest profile point within the evaluation length.
Base roughness depth (R3z)
R3z is the mean average of the third highest profile peak and the third deepest profile valley of a sampling length.
Roughness depth (Rt)
Rt is the overall height of the profile, i.e. the sum of the height of the large profile tip Zp and the depth of the deepest profile valley Zv within the evaluation length ln.
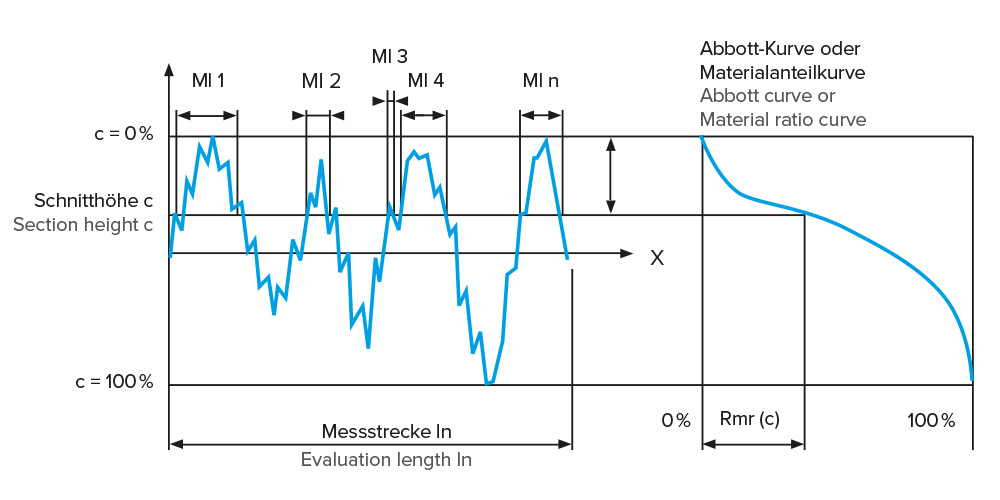
Abbott-curve (BAC Bearing Area Curve)
The Abbott curve describes the distribution of material in the profile as a function of the cutting depth.
The material ratio is a percentage value that indicates the ratio of material-filled profile sections to the measured section
Roughness profile/BAC
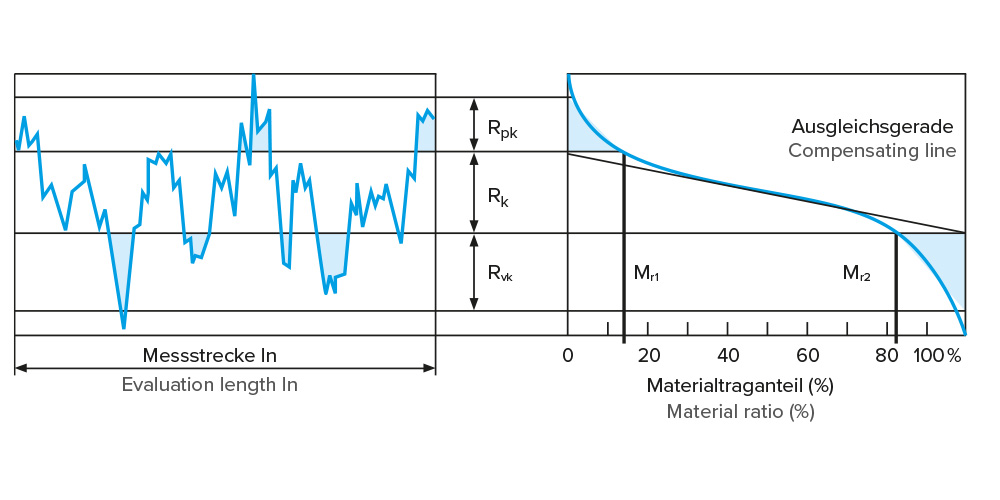
Rk-Parameters (Rk, Rpk, Rvk, Mr1, Mr2)
These parameters are calculated with the Abbott curve. They enable descriptions of highly stressed functional surfaces, e.g. sealing surfaces and lubricated sliding surfaces.
Rk – core roughness depth
Rpk – reduced valley depth
Rvk – reduced peak height
Mr1, Mr2 – material ratios
STRENGTH in MPa
Strength is the ability of material to resist applied force.
The strength of a metallic material is mainly influenced by the structure of the crystal lattice, its structure (lattice structure defects) and the state of tension in the material.
The strength is determined, for example, in a tensile test. In this test, a material sample is stretched with increasing force; the associated elastic and plastic changes in shape are recorded and displayed in a stress-strain diagram. The hardening of the material in the plastic range (strain hardening), which is caused by the accumulation of dislocations in the crystal lattice, can be seen very clearly here.

Tensile strength test
Stress-strain diagram
HARDNESS
Hardness describes a material’s ability to resist indentations – that is, compressions in the surface of a material caused by
impacts.
There are different measuring techniques (i.e. Rockwell, Vickers and Brinell), which differ in geometry and evaluation methods. A positive effect of roller burnishing is the increase in surface hardness.
Schematic of a hardness measurement
SURFACE LAYER HARDENING
In order to make components in technical applications durable and resistant, various methods of surface layer hardening can be applied.
For example:
- thermal processes (hardening)
- thermochemical methods (nitriding or nitrocarburizing)
- mechanical methods (roller burnishing)
STRAIN HARDENING THROUGH MECHANICAL METHODS IS BASED ON THE FOLLOWING MECHANISMS
- cold work hardening by increasing the dislocation density, caused by the formation of new dislocations due to the
plastic deformation of the material - development of residual stresses in the surface layer: residual compressive stresses induced by the stretching of the surface, which is compensated for in the surface layer of the material.
- mechanically induced microstructure transformation
- improvement of the surface quality and consequently reduced notch effect
When stressing components, a distinction is made between two types of loads.
1. STATIC LOAD
This is a constant force on a material by tension, pressure or torsion. The load capacity of the material, beginning with plastic deformation until fracture, can be predicted from the material properties and the load case.
Fmax = Strength × Surface
2. DYNAMIC STRESS
This is understood to mean a stress that changes in periodically recurring intervals.
The load can be in the tensile or compression range as well as in the alternating range. With dynamic loading, the load limit is much lower than with static loading. The material performance is usually determined under such a stress and represented in the form of an S/N curve. This curve indicates the stress that can be tolerated as a function of the number of cycles until breakage. Depending on the number of vibration cycles, a distinction is made between static, creep or fatigue strength. The point of failure of components is often a diameter transition, as an increase in stress occurs at these points. Areas with high surface roughness are also often the starting point for component fractures due to the notch effect.
The benefit of roller burnishing is the economical, simple and reliable manufacturing of maximum surface quality while increasing the strength and hardness of the workpiece.
WHAT IS ROLLER BURNISHING?
-
Baublies AG defines roller burnishing as a generic term for deep rolling, fine rolling, etc.
-
Roller burnishing is a non-cutting process for smoothing and strengthening (metallic) workpieces by means of rolling
elements. -
During roller burnishing, one or more rollers are subjected to a force directed vertically to the running surface (rolling force). Thereby the roughness profile is plastically deformed and levelled.
-
In this fine machining process, the stress state in the surface layer of the material is changed
ROLLER BURNISHING FOR SMOOTHING
In the contact zone of the rolling elements, a surface pressure is generated by the rolling force (Hertzian pressure). The resulting stresses reach the yield point of the material and cause a plastic deformation of the surface profile. Since the material density does not change, the raised areas (“profile peaks”) of the surface are levelled (but not, as is often assumed, “folded over”), the displaced material volume flows into the rising profile valleys.
The dimensional change achieved therefore depends on the roughness and structure of the pre-machined surface.
In roller burnishing, the rolling force is kept as low as possible, as the surface quality is to be optimised here rather than a hardening.
ADVANTAGES
- Mirror-like surfaces with roughness below 1 μm and high material load-bearing capacity
- Reduced risk of crack formation due to micro-notches (e.g. turning grooves)
- Improved wear characteristics compared to other components (e.g. seals, bearings) due to the high proportion of material on the surface
- Improved corrosion resistance due to reduced surface exposure
Material flow during roller burnishing
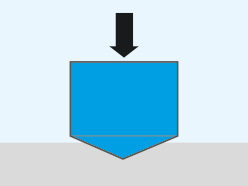
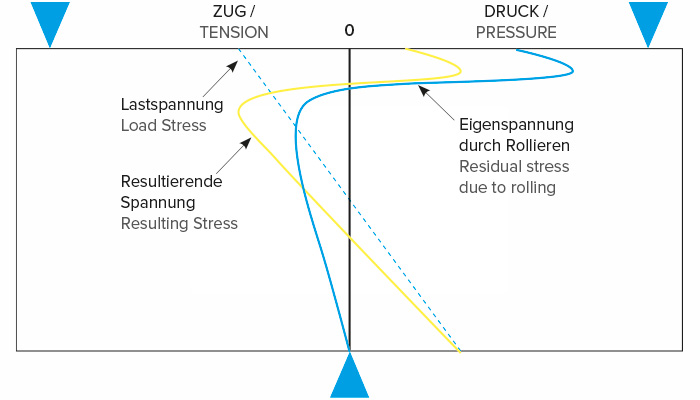
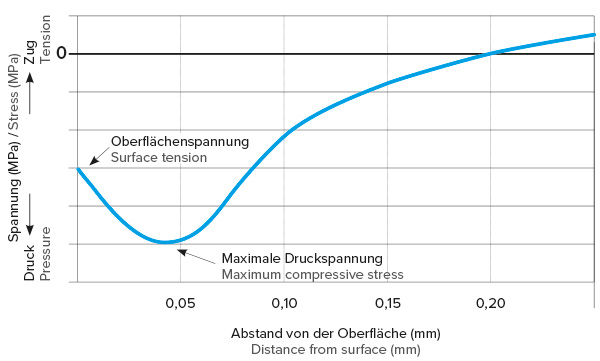
STRAIN HARDENING BY DEEP ROLLING
Deep rolling is a targeted process to increase the dynamic strength properties. In contrast to roller burnishing, the rolling forces, or rather the surface pressure, are considerably greater during hardening. The rolling force causes dislocations to form within the crystal lattice, resulting in strain hardening of the surface layer. The formation of residual compressive stress in the surface layer impedes crack formation under stress.
The hardening depends on:
- the rolling force and the rolling speed
- the geometry of the roll and the workpiece
- the material properties
- the number of load cycles
HARDENING BY MECHANICAL METHODS IS BASED ON THE FOLLOWING MECHANISMS:
- Cold work hardening by increasing the dislocation density which is caused by the formation of new dislocations during the plastic deformation of the material
- Formation of residual stresses in the surface layer: compressive residual stresses induced by the stretching of the surface, which is compensated for in the outer layer of the material
- The mechanically induced transformation of the microstructure
- Improvement of the surface quality and associated reduced notch effect
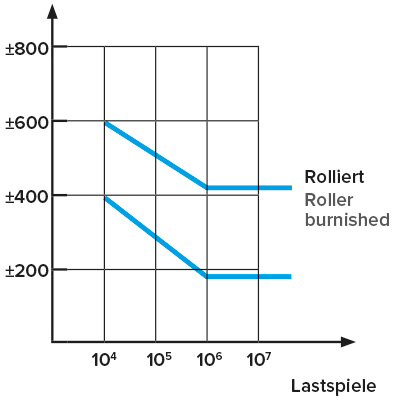
Circumferential bending fatigue strength
WHAT RESULTS CAN BE ACHIEVED?
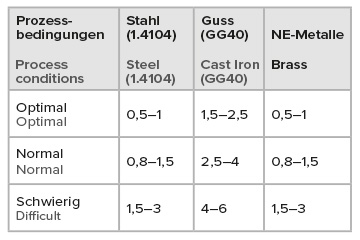
Due to the variety of materials that can be machined, only reference values can be presented here.
Hard machining over 60 HRC
In the machining of materials with a hardness of more than 60 HRC the surface should be preprocessed in a range of Rz 2 and 5 μm. Then the achievable surface finish is approximately Rz 1 μm.
Material ratio
Roller burnishing increases the material ratio. At C of 0.2–0.4 μm, the values are above 70 %
Dynamic load resilience
The fatigue resistance of components depends to a large extent on the component geometry and the materials used. In general, an increase of 20–60 % can be assumed. Under certain conditions more than 100 % can be achieved under good to optimal conditions
Surface hardness
The increase in surface hardness of steel materials can be more than 20 HV (Vickers hardness); under certain microstructural conditions, up to 50 HV is achieved.
Mittlere Rautiefe Rz (µm)
WHICH MATERIALS CAN BE ROLLER BURNISHED?
- All plastically deformable metals can be roller burnished.
- With conventional roller burnishing tools with steel rollers, the material hardness can be up to 45 HRC (Rockwell hardness).
- When using diamond burnishing tools, it is possible to machine significantly harder workpieces with more than 60 HRC.
- The malleability of a material is determined by its plastic deformation capacity. An indication of this is the elongation at break; if it is above 5 %, the material is generally suitable for rolling.
- The greater the elongation at break, the better the materials can be rolled
WHICH GEOMETRIES CAN BE ROLLER BURNISHED?
Roller burnishing can be used on the internal and external surfaces of almost all rotationally symmetrical workpieces.
A comprehensive range of standard tools in multi-roller and single-roller design is available for bore and shaft machining applications. Based on over 50 years of extensive experience in this specialized field, we are able to provide you with
customized tools of many other geometries. We would be pleased to show you interesting solution possibilities.
In particular, the further development of the technology of smoothing with diamond tools opens up countless new areas of application, including the machining of free-form surfaces, e.g. in toolmaking.
EXAMPLES OF BURNISHABLE SHAPES
INTERNAL MACHINING:

EXTERNAL MACHINING:

FORMING:

Due to the different requirements roller burnishing tools are divided into different types:
- Multi-roller tools
- Single-roller tools
- Diamond burnishing tools
- Forming tools
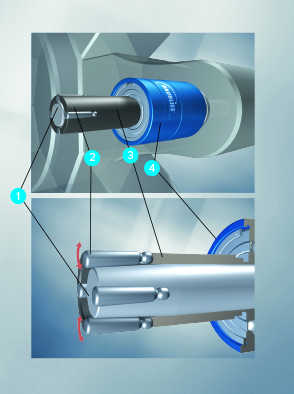
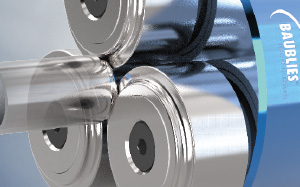
MULTI-ROLLER BURNISHING TOOLS
The classic design of roller burnishing tools are the multi-roller tools. They are offered in a broad range of standard and special designs. They are normally used to work cylindrical holes, shafts, tapers and plane surfaces. The advantages of multiple rollers working simultaneously is a fast and economical machining without cross force to the rotation axis. These type of tools are used on all established types of machines.

Depending on the roller burnishing task, several hardened rollers are arranged in the cage. A taper supports the rollers and provides the contact force for forming the material. The rolling diameter is adjusted by axial shifting of the taper relative to the roller. The simultaneous engagement of several rollers results in a short processing time. Roller burnishing with multi-roller tools is an a roll-off process with kinematics similar to those of a planetary gear. The rollers are supported in the tool. This means that there are no forces transverse to the machining direction. This makes these tools particularly suitable for small and delicate workpieces.
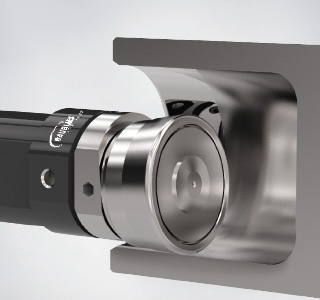
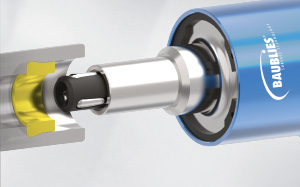
SINGLE_ROLLER BURNISHING TOOLS
- When roller burnishing with single- roller tools, only one roller is engaged at a time.
- Single-roller tools are offered in various designs: variable, modular and slim.
- One single tool enables the machining of different diameters.
- Dimensional variations in the pre-machining are tolerated by the tool by means of a spring suspension. Variable single-roller tools with an adjustable setting angle can be equipped with standard or special rollers depending on the machining task.
- Modular single-roll tools can be used very flexibly due to a number of interchangeable holders and rolling heads.
- Slim single-roll rolling tools are suitable for use in constricted installation space conditions.
- Single-roll roller burnishing tools are suitable for machining cylindrical components and contours such as radii, tapers and grooves. In addition, they are ideal for deep rolling.
- Single-roll rolling tools can be optimally adapted to a wide range of machining requirements and machine tools.

Modular tool system
Single-roller burnishing tool for internal diameters
Single-roller burnishing tool Variable
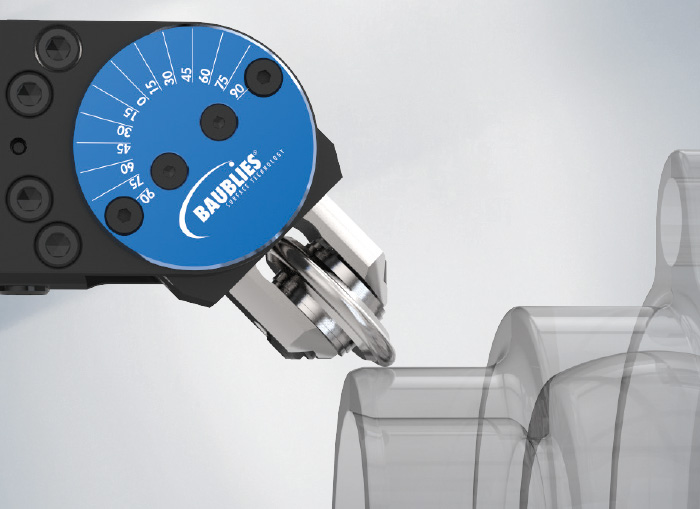
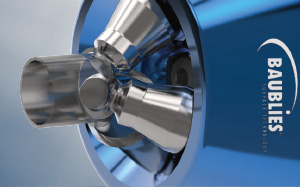
DIAMOND BURNISHING TOOLS
- When using diamond smoothing tools, the machining is no longer carried out with rotating rollers, but by means of a spherical, fixed diamond. The diamond glides over the surface and reshapes the profile at specific points.
- The basic processing steps of smoothing and strain hardening correspond to those of conventional roller burnishing.
- The shape, structure and superior properties of the diamond offer an extension of the possible applications of roller burnishing.
- Due to the point-shaped contact surface and the slim design of the diamond smoothing elements, many contours can be machined that were previously inaccessible for roller burnishing tools. Thin-walled components in particular can now also be burnished.
- The exceptional hardness of diamonds enables the machining of workpieces with a hardness of over 60 HR
- The design of the tools contains exclusively mechanical components, which means that the tools can be used on essentially all machines. Additional equipment such as hydraulics or driven tools are not required.
- Due to the compact design, use in machines with limited space is possible (Swiss-Type lathe machines).
- The geometry of the smoothing diamond can be adapted within a wide range. Depending on the task, almost any radius, but also cone or pyramid shapes can be created.
- Diamond burnishing tools can be combined with cutting tools.
FORMING TOOLS
- Forming tools are a special feature of the Baublies AG product range. These tools have a similar design to the above-mentioned rolling tools.
- The primary purpose of the processing is not to improve the surface or strength – even if the material profits from these effects - but rather to change the geometry of the component in a targeted manner.
- The forming tools are generally designed for use on standard machine tools.
External beading
Internal beading
Expanding
External flanging
External beading

Internal beading
Expanding
Internal flanging
MACHINE REQUIREMENTS
Roller burnishing tools are suitable on all common machine tools as…
- Lathes, both conventional and CNC
- Machining centers
- Transfer lines
- Revolving transfer machines
- Drilling machines
- Milling machines etc…
Processing in one setup after machining is a valued productivity factor.
COOLING /LUBRICATION
In general, a minimal lubrication with a thin liquid oil is sufficient for roller burnishing, e.g. by spraying the workpiece before machining or by minimum quantity lubrication. At high roller burnishing speeds or high rolling pressures, it is advisable to use continuous cooling/lubrication with an emulsion or oil.
The coolant/lubrication fluid is also used for removing dirt from the surface and should therefore be sufficiently well
filtered in order to obtain an optimum surface quality and to minimize tool wear. When using diamond burnishing tools, proper cooling is absolutely necessary. We recommend a grade of < 40 μm for the filtration.
TOOL HOLDERS, CLAMPING POSSIBILITIES
The standard version of the toolholders is equipped as follows:
- Cylindrical according to DIN 1835 or
- Morse taper according to DIN 228
All common clamping systems are available, e.g.: VDI - DIN 69880, SK - DIN 69871, DIN 2080 HSK - DIN 69893
Also producer specific systems are available: Capto®, MVS®, KM®, ABS®

COMPLETE MACHINING
Due to the finish machining in one clamping, no special machines are required. The handling of the workpieces in the production is simplified thus the costs of transport, storage and machine setup are reduced.
PROCESS RELIABILITY
Process reliability increases due to the robust tools. Roller burnishing can be easily and reliably integrated into production processes.
QUALITY IMPROVEMENT
Compared to machining processes, there is a significant improvement in material properties such as roughness, strength, hardness and wear resistance.
ENVIRONMENTALLY FRIENDLY
During roller burnishing no material is removed. Therefore, there is no grinding dust or swarf and, of course, no need for disposal.
ECONOMICAL
Roller burnishing is characterized by short processing times and a significant increase in product quality and thus makes a noticeable contribution to economic efficiency as well as to the development of a positive image.